BasideWT- Whole Home Water Filtration System & Replacement


Industrial Water Treatment Equipment Manufacturer in China: What Buyers, Engineers, and Distributors Need to Know
Finding the right industrial water treatment equipment manufacturer is not a straightforward procurement decision. The stakes are high. Equipment failures in water treatment applications can cause production downtime and regulatory compliance issues. They can also create costs that far exceed the original purchase price. For global buyers evaluating China-based suppliers, the challenge is compounded by distance, language, and the sheer volume of manufacturers competing for attention.
China has developed one of the world’s most complete industrial water treatment manufacturing ecosystems.Chinese manufacturers supply membrane elements, filter housings, reverse osmosis systems, and wastewater treatment equipment. These products serve industries across Asia, the Middle East, Africa, Europe, and the Americas. The quality range is wide. The price range is equally wide. This article explains what separates a reliable industrial water treatment equipment supplier in China from one that may create operational problems after installation.
BasideWT, headquartered at Aibang Technology Industrial Park, No. 559 Yun Qi Lu, Yuelu District, Changsha, Hunan, China, operates within this manufacturing landscape — designing, producing, and supplying industrial water treatment systems and components to global markets. This guide draws on the practical realities of that work to give buyers, engineers, and distributors the information they need to make sound sourcing decisions.
What Is Industrial Water Treatment Equipment?
Industrial water treatment equipment refers to the machinery, systems, and components used to process water for industrial applications. This covers two broad categories: equipment that treats incoming water to make it suitable for a production process, and equipment that treats water after use to make it safe for discharge or reuse.
The required equipment depends on several factors. These include incoming water quality, process requirements, discharge standards, and the volume of water being treated. A semiconductor fabrication plant treating municipal water to ultrapure standards has completely different equipment requirements from a textile dyeing facility treating high-volume wastewater with heavy dye loads.
All industrial applications require equipment that performs reliably under continuous operation. The system must maintain consistent output quality and allow maintenance without excessive downtime. These are the performance dimensions that distinguish genuinely capable industrial water treatment systems from equipment that looks adequate on a specification sheet but struggles in real operating environments.
Why Industrial Water Treatment Is Important

The case for investment in water treatment equipment is not difficult to make when you look at the consequences of not having it. Scale buildup in boiler systems reduces heat transfer efficiency and eventually causes tube failures. Untreated cooling water enables biological growth that clogs heat exchangers and creates Legionella risk. Process water with excessive dissolved solids contaminates products in pharmaceutical, food and beverage, and electronics manufacturing. Untreated industrial discharge attracts regulatory enforcement with fines, facility closures, and reputational damage that extends well beyond the immediate penalty.
According to the International Water Association, water-related inefficiencies cost manufacturers billions of dollars every year. These losses result from equipment damage, energy waste, and production interruptions. Across China’s industrial base — which represents the world’s largest concentration of manufacturing activity — this translates to an enormous economic driver for industrial water treatment investment at every scale of operation.
Beyond economics, regulatory pressure in China has intensified consistently. The Ministry of Ecology and Environment’s enforcement of discharge standards, combined with regional environmental supervision campaigns, means that industrial facilities without compliant wastewater treatment infrastructure face genuine operational risk. This regulatory environment has transformed water treatment from a discretionary capital expenditure into a compliance-driven operational necessity for the majority of regulated industries.
Key Components of Industrial Water Treatment Systems
A complete industrial water treatment system is rarely a single piece of equipment. It is a configured assembly of components, each addressing a specific treatment stage. Understanding what each component does, and how the stages interact, is essential for evaluating supplier proposals and making reliable procurement decisions.
Reverse Osmosis Technology
Reverse osmosis is the workhorse of high-purity industrial water treatment. RO membranes reject dissolved salts, heavy metals, organics, and most contaminants by forcing feed water through a semi-permeable membrane under pressure. The permeate — purified water that passes through — typically contains 95 to 99 percent fewer dissolved solids than the feed water. The concentrate, carrying the rejected contaminants, is discharged or further treated.
Industrial RO systems are available in many sizes. Small skid-mounted units may produce a few hundred liters per hour. Large installations can handle thousands of cubic meters per day. System design — feed pump sizing, membrane element selection, pressure vessel configuration, pre-treatment specification, and control system integration — determines whether an RO system performs to its rated specification or falls short in real operating conditions.
BasideWT’s industrial RO system range covers standard configurations for municipal pre-treatment, industrial process water, and high-purity applications — each designed with pre-treatment requirements and membrane protection as primary engineering considerations rather than afterthoughts.
Ultrafiltration Systems
Ultrafiltration membranes operate at a larger pore size than RO, targeting suspended solids, colloids, bacteria, and macromolecules rather than dissolved ions. UF systems are commonly used as a pre-treatment stage ahead of RO — removing the particle load that would otherwise foul RO membranes prematurely and increase operating costs significantly.
UF is also used as a standalone treatment technology in applications where biological removal and turbidity reduction are the primary requirements and dissolved salt removal is not needed. Municipal wastewater reuse systems, cooling water treatment, and food and beverage process water treatment are typical UF applications.
The performance of a UF system depends heavily on membrane quality. Membrane quality also affects system longevity. BasideWT’s UF filter membranes are produced to consistent quality standards with documented rejection performance — an important distinction in a market where membrane specifications are sometimes overstated by suppliers competing on price rather than performance.
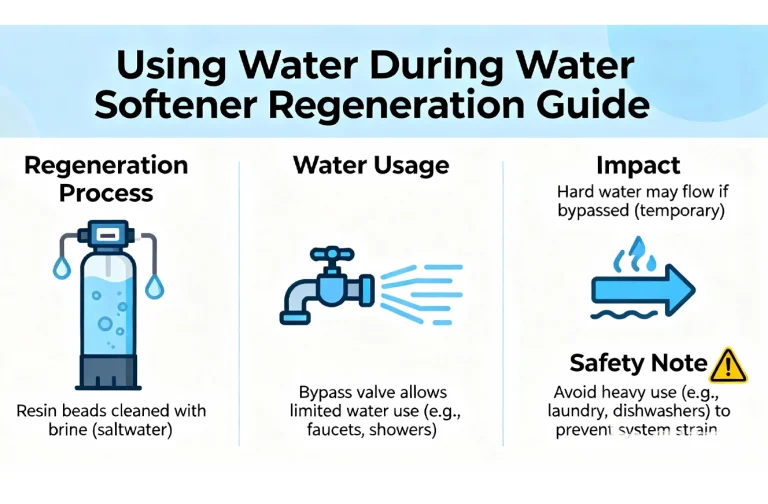
Water Softening Systems
Hard water — water with elevated calcium and magnesium content — causes scale deposits in boilers, heat exchangers, cooling towers, and piping systems. Water softeners use ion exchange resin to replace calcium and magnesium ions with sodium ions, eliminating scale formation without changing the overall dissolved solids content of the water.
Industrial water softeners are sized for the hardness load and flow rate of the specific application. Systems with automatic regeneration cycles maintain continuous softened water output without manual intervention. In China’s industrial heartland, where many groundwater sources carry significant hardness, water softening is among the most frequently specified pre-treatment technologies.
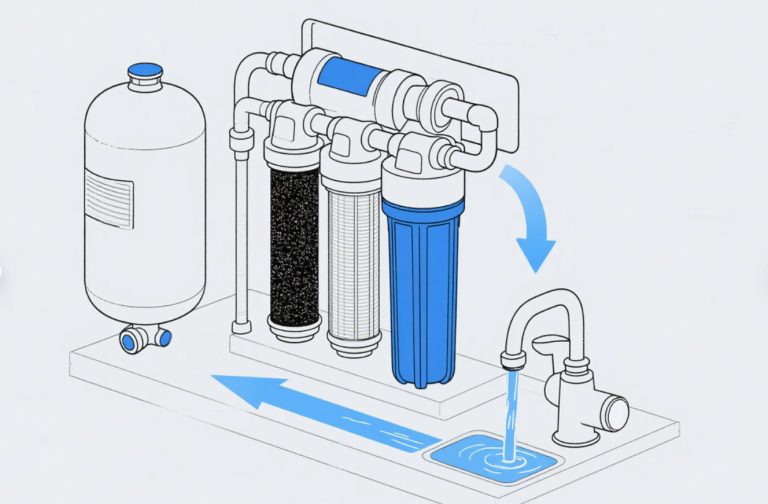
Industrial Filtration Equipment
Filtration covers a wide range of technologies and particle size targets. Sediment filters remove suspended particles by physical retention. Activated carbon filters adsorb chlorine, organic compounds, and odors. Bag filters and cartridge filter housings handle high-flow industrial filtration applications where frequent maintenance access is a practical requirement.
High-flow cartridge filter housings are ideal for high-volume industrial applications. They provide reliable particulate removal, low pressure drop, and easy maintenance. For applications involving larger particle loads or where extended service intervals reduce operational costs, industrial bag filter housings offer a cost-effective alternative with high dirt-holding capacity.
Applications Across Industries
Industrial water treatment equipment serves a remarkably diverse range of applications. The treatment requirements vary significantly across sectors, which is why equipment selection cannot be reduced to a simple catalog exercise — context matters.
Power Generation
Steam turbine power plants require high-purity boiler feedwater with near-zero conductivity and silica content to prevent scaling and corrosion in boiler tubes and turbine blades. Cooling water systems require treatment to prevent scale, corrosion, and biological growth. Water treatment is not peripheral to power generation operations — it directly affects plant efficiency, availability, and maintenance cost.
Pharmaceutical Manufacturing
Pharmacopoeial water grades — Purified Water, Water for Injection — require validated production systems that consistently meet defined purity specifications. Chinese pharmaceutical manufacturers producing for export must meet both Chinese and international pharmacopoeial standards simultaneously. Equipment validation, documentation, and traceability are as important as technical performance in this sector.
Food and Beverage Processing
Process water quality directly affects product taste, shelf life, and microbiological safety. Beverage manufacturers, dairy processors, and food production facilities use water treatment to control mineral content, eliminate pathogens, and remove organic compounds that affect flavor. The equipment must meet food-grade materials requirements and be designed for the cleaning-in-place (CIP) protocols that food industry hygiene standards require.
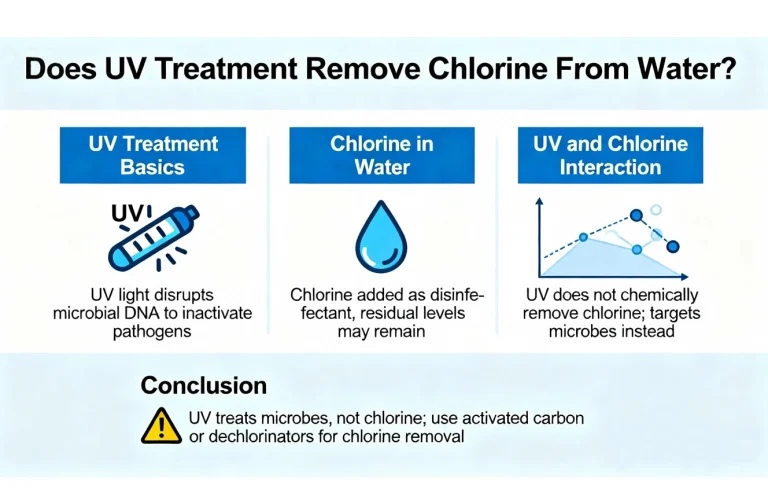
Semiconductor and Electronics Manufacturing
Ultrapure water used in semiconductor fabrication must meet strict SEMI standards. These standards define conductivity levels, particle counts per liter, and trace metal concentrations measured in parts per trillion. This is one of the most demanding water purity applications in industrial manufacturing. It requires a multi-stage treatment process that combines RO, electrodeionization, and UV sterilization. Continuous monitoring is also necessary to maintain water quality and system performance.
Textile and Chemical Industries
Textile dyeing and finishing operations generate large volumes of wastewater. This wastewater often contains high color loads and elevated COD levels that require advanced treatment before discharge. Chemical manufacturing facilities face similarly challenging wastewater profiles. Both sectors represent major markets for industrial wastewater treatment equipment in China, driven by enforcement of discharge standards that have tightened progressively over the past decade.
How to Choose an Industrial Water Treatment Equipment Manufacturer in China

Many companies describe themselves as industrial water treatment equipment suppliers in China. However, far fewer companies can consistently deliver reliable equipment, technical support, and commercial-scale quality. Evaluating the difference requires asking the right questions and knowing what answers to look for.
Technical Capability and Engineering Depth
A capable manufacturer does more than assemble purchased components. They understand the engineering behind the systems they supply — membrane selection, hydraulic design, pre-treatment requirements, control system integration, and the interactions between treatment stages that determine whether a system performs as designed in actual operating conditions. Ask for the technical background of the engineering team, not just the sales team.
Quality Management and Certifications
ISO 9001 certification is a baseline indicator of quality management processes. For export-focused manufacturers, CE marking, NSF certification for drinking water contact materials, and product-specific certifications matter for specific markets. Ask for documentation of third-party testing results for key components, particularly membranes and pressure vessels, rather than relying on manufacturer-stated specifications alone.
Reference Projects and Operating Track Record
A manufacturer with an established track record in your specific application sector — whether that is pharmaceutical water, industrial wastewater, or high-purity process water — brings relevant experience that reduces your project risk. Request reference projects in comparable applications, with contact details for verification. Manufacturers confident in their work will provide these readily.
After-Sales Support and Spare Parts Availability
Industrial water treatment systems require ongoing maintenance, periodic membrane replacement, and occasional troubleshooting. A manufacturer that provides clear documentation, available spare parts, and responsive technical support reduces your total cost of ownership significantly. Evaluate support capability as carefully as equipment specification — the two determine your actual operating experience, not just the commissioning performance.
Key Consideration: When evaluating Chinese manufacturers for international supply, request documented lead times for membrane replacements and critical spare parts. The answer reveals more about supply chain reliability than any product brochure.
Basidewt’s Manufacturing Base in Changsha
BasideWT operates from Aibang Technology Industrial Park in Changsha, Hunan. The region is a manufacturing hub with established logistics infrastructure and strong connections to China’s major ports and rail freight networks. Hunan also has a well-developed chemical and materials processing industry that supports water treatment equipment manufacturing. This location allows BasideWT to operate within a reliable industrial ecosystem. It also helps maintain stable supply chains and consistent product quality.
Future Trends in Industrial Water Treatment
Industrial water treatment is not a static technology field. Several developments will reshape equipment requirements, procurement priorities, and operational practices over the coming decade.
Membrane Technology Advancement
RO and UF membrane performance continues to improve. Higher permeability membranes reduce energy consumption per unit of treated water produced. Improved fouling resistance extends service life and reduces cleaning frequency. Chlorine-tolerant membranes expand the range of pre-treatment options available to system designers. For buyers evaluating equipment today, understanding the membrane technology generation being specified — not just the nominal rejection rating — has direct implications for long-term operating costs.
The quality and specification of the RO membrane elements at the heart of any RO system determine long-term performance more than almost any other component selection. Buyers who focus on system price while accepting unverified membrane specifications consistently experience higher lifetime costs than those who specify membranes carefully.
Digital Monitoring and Predictive Maintenance
Online instrumentation for conductivity, pH, turbidity, flow, pressure, and temperature has become standard in modern industrial water treatment systems. The next step — integrating this data into predictive maintenance platforms that identify performance degradation before it causes failure — is being adopted by larger industrial operators and will become standard practice across the sector. For equipment manufacturers, this means building connectivity and data export capability into system designs, not just as an optional add-on but as a core feature.
Zero Liquid Discharge and Water Reuse
Water scarcity pressures and tightening discharge regulations are driving adoption of zero liquid discharge (ZLD) systems in water-intensive industries operating in stressed regions. ZLD technology — combining biological treatment, RO concentration, and thermal evaporation — eliminates liquid effluent entirely. The operational and capital costs are significant, but regulatory requirements in certain sectors and regions are making ZLD the only viable compliance path. Equipment manufacturers with ZLD design capability are positioned for substantial growth in this segment.
Energy Efficiency Requirements
Industrial energy costs and carbon footprint targets are driving demand for more energy-efficient water treatment systems. High-efficiency pump drives and energy recovery devices help reduce operating costs in high-pressure RO systems. Optimized aeration improves the efficiency of biological treatment processes. Smart control systems adjust operation based on actual demand instead of design maximums. Together, these technologies contribute to measurable cost savings. Energy efficiency is no longer just a marketing claim. It is becoming a key procurement requirement for industrial buyers.
Conclusion
China’s industrial water treatment equipment manufacturing sector offers strong capabilities across a wide range of treatment technologies. These include standard filtration components as well as complete high-purity water treatment systems. The challenge for international buyers and industrial operators is finding manufacturers whose capabilities match their claims. It is also important to choose suppliers with consistent quality management and reliable support infrastructure. Their systems should perform effectively under real operating conditions.
The evaluation framework is straightforward. Assess technical engineering capability. Request documented quality evidence. Verify relevant reference projects. Evaluate after-sales support as carefully as equipment specifications. Manufacturers who welcome this scrutiny are the ones worth working with.
BasideWT’s manufacturing operations in Changsha reflect this orientation — engineering-led product development, quality management with third-party verification, and a product range covering the core components and complete systems that industrial water treatment applications require across China and global markets.
For buyers evaluating industrial water treatment equipment sourcing from China, the BasideWT product range — spanning RO systems, membrane elements, filter housings, and complete water treatment configurations — represents a technically grounded starting point for procurement evaluation.
FAQ’s
Why is industrial water treatment equipment important for manufacturing facilities?
Industrial water treatment equipment helps maintain water quality for production processes, protects equipment from scaling and corrosion, and supports compliance with environmental regulations. Proper treatment can also reduce maintenance costs and improve operational efficiency.
What industries commonly use industrial water treatment systems?
Industrial water treatment systems are widely used in power generation, food and beverage processing, pharmaceutical manufacturing, textile production, chemical processing, electronics manufacturing, and wastewater treatment facilities.
How do I choose the right industrial water treatment equipment manufacturer in China?
Look for manufacturers with proven engineering expertise, quality certifications, successful project references, and reliable after-sales support. It is also important to evaluate product quality, customization capabilities, and long-term spare parts availability.
What are the main components of an industrial water treatment system?
Most industrial water treatment systems include filtration equipment, reverse osmosis systems, ultrafiltration membranes, water softeners, dosing systems, storage tanks, UV sterilizers, and monitoring instruments. The final configuration depends on the specific application and water quality requirements.
What are the benefits of sourcing industrial water treatment equipment from China?
China offers a strong manufacturing ecosystem with competitive pricing, advanced production capabilities, and a wide range of water treatment technologies. Many Chinese manufacturers also provide customized solutions for industrial and commercial water treatment projects worldwide.