BasideWT- Whole Home Water Filtration System & Replacement


How Does a Spotless Water System Work? A Complete Technical Guide
You finish washing a vehicle carefully. The surface looks flawless. Then the water dries — and mineral spots appear across the paint and glass. This is not a technique problem. It is a water chemistry problem, and it is one of the most common complaints among car wash operators, window cleaning professionals, and solar panel maintenance companies across China.
Understanding how does a spotless water system work gives you both the science and the practical framework to solve it permanently. This guide goes beyond the basic explanation. It covers the full chemistry behind deionization, the step-by-step working process, component-level detail, real applications across Chinese industries, and the operational decisions that separate average results from professional-grade consistency.
Whether you are evaluating spotless water systems for OEM supply, sourcing equipment for a commercial car wash operation, or comparing deionization technology for industrial cleaning applications, this article gives you the technical foundation to make confident, informed decisions.
Quick Answer — How Does a Spotless Water System Work?
A spotless water system passes tap water through mixed-bed ion exchange resin. The resin captures all dissolved mineral ions and replaces them with hydrogen (H⁺) and hydroxide (OH⁻) ions, which combine to form pure water. The output reads 0 ppm TDS. Because no dissolved solids remain, the water evaporates from any surface without leaving spots, streaks, or mineral deposits.
Quick Answer:
A spotless water system works by using mixed-bed deionization (DI) resin to remove dissolved minerals from water. The system produces 0 TDS water that evaporates without leaving spots, streaks, or mineral residue on vehicles, windows, glass, solar panels, and other surfaces.
What Is a Spotless Water System?
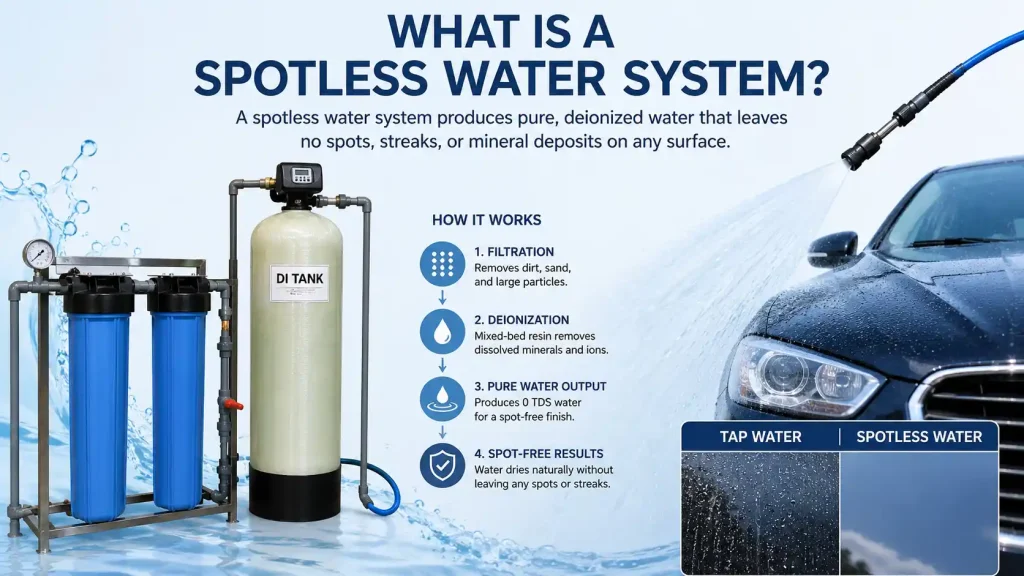
A spotless water system is a water purification device engineered specifically for surface cleaning applications. Its defining output is deionized (DI) water — water from which all dissolved ionic minerals have been removed through ion exchange resin. Unlike standard filtration systems that improve taste or remove sediment, a spotless water system targets dissolved ions that are invisible in liquid form but become visible as white mineral deposits when water evaporates.
The system connects directly to a standard water supply. No electricity is required for operation. Water pressure alone drives flow through the resin media. The purified output connects to a hose, spray nozzle, or waterfed pole brush. The entire working process is passive, continuous, and chemical-free.
China’s car wash industry, solar panel cleaning sector, and professional window cleaning market have all adopted deionized water systems at scale. In cities where tap water hardness exceeds 200 to 400 mg/L — which is common across northern and central China — mineral spotting from conventional rinsing is severe enough that operators cannot deliver acceptable results without purified water. A well-designed spotless water system eliminates this problem at the source.
Why Tap Water Leaves Spots — The Chemistry Explained
What Dissolved Minerals Actually Are
Tap water is not pure H₂O. It carries dissolved ionic compounds — primarily calcium bicarbonate (Ca(HCO₃)₂), magnesium sulfate (MgSO₄), and sodium chloride (NaCl). These exist as positively and negatively charged ions in solution. They are completely invisible while the water is liquid. When water evaporates from a surface, the H₂O molecules disappear but the dissolved ions remain behind. They crystallize on the surface as the white, chalky, or hazy residue commonly called water spots.
The concentration of dissolved minerals is measured as TDS — Total Dissolved Solids — expressed in parts per million (ppm) or milligrams per liter (mg/L). Higher TDS means more mineral content and more severe spotting. Water hardness specifically measures calcium and magnesium ion concentration, usually expressed in mg/L as CaCO₃. Research published in peer-reviewed water treatment literature consistently shows that calcium carbonate and magnesium hydroxide deposits form most aggressively on surfaces when hard water evaporates under heat or direct sunlight — conditions that are very common in China’s climate across much of the year. Additional insights from leading water treatment publications also explain how dissolved minerals contribute to spotting, scaling, and surface contamination in commercial cleaning applications.
Why Water Softeners Cannot Solve the Spotting Problem
This distinction matters for buyers who already use water softeners. A conventional ion exchange water softener replaces calcium and magnesium ions with sodium ions. This prevents scale formation in pipes and water heaters, which is its intended purpose. However, sodium chloride is still a dissolved solid. When softened water evaporates from a vehicle surface or glass panel, the sodium content remains and leaves its own deposit. TDS before and after a water softener is roughly equivalent — only the ion composition changes.
A spotless water system removes all ions — not just hardness ions. This is the fundamental difference. Softened water cannot produce a spot-free finish. Only deionized water with 0 ppm TDS can reliably air-dry without residue.
The Science Behind Deionization and Ion Exchange
What Ion Exchange Resin Is
Ion exchange resin is the functional material inside every spotless water system. It consists of cross-linked polymer beads — typically sulfonated polystyrene — manufactured at the microscopic scale. Each bead contains millions of chemically active sites. Two types of resin work together in a mixed-bed configuration: cation exchange resin and anion exchange resin.
Cation exchange resin carries negatively charged sulfonate groups (–SO₃⁻) bonded to the polymer matrix. These groups attract and hold positively charged ions. In the H-form (the active state for deionization), the sites are pre-loaded with hydrogen ions (H⁺). When hard water contacts the resin, calcium (Ca²⁺) and magnesium (Mg²⁺) ions have a higher affinity for the resin sites than H⁺. They displace the hydrogen ions and bond to the resin. H⁺ ions release into the water stream.
Anion exchange resin carries positively charged quaternary ammonium groups. In the OH-form, the sites hold hydroxide ions (OH⁻). Negatively charged ions in the feed water — chloride (Cl⁻), sulfate (SO₄²⁻), bicarbonate (HCO₃⁻), nitrate (NO₃⁻) — have higher affinity for the resin sites than OH⁻. They displace hydroxide ions, which release into the water stream.
The Chemistry That Produces Pure Water
The result of simultaneous cation and anion exchange is elegant. Cation resin releases H⁺ into the water. Anion resin releases OH⁻ into the water. These two ions combine: H⁺ + OH⁻ → H₂O. All dissolved mineral cations are trapped on the cation resin. All dissolved anions are trapped on the anion resin. The ions that formed them have neutralized into additional water molecules. The output is deionized water — water from which all ionic dissolved solids have been removed.
This is why the process is called ion exchange rather than filtration. Physical filtration removes particles. Ion exchange removes dissolved ionic species by substituting them with water-forming ions. The difference is fundamental: no filter membrane, no electricity, no chemical additives — only the chemistry of the resin bed performing continuous, passive ion substitution.
Mixed-Bed vs Dual-Bed Design
Professional spotless water systems use mixed-bed resin — cation and anion beads blended uniformly within a single tank. This produces consistently lower TDS output than dual-bed (separate tank) designs. In a dual-bed system, cation resin must precede anion resin in the flow direction. If this sequence is reversed, anion resin contacts hard water first. The OH⁻ it releases raises pH sharply. At high pH, calcium and magnesium precipitate as calcium carbonate and magnesium hydroxide directly inside the anion resin bed. This fouls the bed, creates pressure drop, and wastes capacity. Mixed-bed design eliminates this sequencing vulnerability entirely. BASIDE’s DI tanks use high-quality mixed-bed resin as standard in all product configurations.
The Complete Working Process — Step by Step
Step 1 — Pre-Filtration
Raw tap water enters the system through a pre-filter stage. Sediment cartridges rated at 5 to 20 microns remove sand, rust particles, silt, and larger debris that would physically foul the resin bed and reduce its effective surface area. In areas where municipal water carries elevated turbidity or where supply pipes are older, a sediment pre-filter extends resin life considerably. Skipping pre-filtration is one of the most common causes of premature resin exhaustion in field installations.
Step 2 — Carbon Pre-Treatment (Where Included)
Chlorine — added to municipal water supplies as a disinfectant — is a strong oxidizing agent that degrades ion exchange resin polymer chains over time. An activated carbon stage placed before the DI resin bed adsorbs free chlorine and chloramines. Without this protection, resin lifespan in chlorinated municipal water can be reduced by 30 to 50 percent. Quality commercial systems designed for consistent operation include carbon pre-treatment as a standard stage.
Step 3 — Mixed-Bed Ion Exchange
Pre-filtered water flows through the mixed-bed resin tank. Contact time between water and resin determines output quality. At the rated flow rate — typically 2.5 GPM for BASIDE’s DI Tank 0818 and 5.0 GPM for the DI Tank 0840 — water remains in contact with resin long enough for complete ion exchange to occur. Every calcium, magnesium, sodium, and other dissolved ion is captured. The output TDS reads 0 ppm.
Flow rate is a critical operational variable. Exceeding the rated maximum flow rate reduces contact time. Ions pass through the bed without being captured. Output TDS rises immediately. Resin capacity is consumed on partially treated water. BASIDE specifies maximum inlet pressure of 50 psi for their DI tank products. Operating within these parameters is essential for consistent 0 TDS output.
Step 4 — TDS Monitoring
Purified water exits the system and passes an inline or handheld TDS meter before reaching the application point. The TDS meter measures electrical conductivity — because pure water conducts electricity very poorly — and converts the reading to a ppm estimate. A reading of 0 confirms the system is performing correctly. As resin approaches exhaustion, output TDS begins rising. BASIDE’s spotless water systems include a TDS meter as standard equipment, providing real-time monitoring without additional investment.
Operationally, most professional users target 0 to 5 ppm for guaranteed spot-free air drying in any conditions including direct sunlight. Between 6 and 10 ppm, results remain good in shaded or moderate humidity conditions. Above 10 ppm, the risk of visible spotting increases. Above 20 ppm, hand drying is required — at which point the spotless system is no longer delivering its core function.
Step 5 — Spot-Free Rinse Application
Deionized water exits through the output hose or waterfed pole brush and contacts the vehicle, window, solar panel, or surface being cleaned. Because the water contains no dissolved ions, it sheets off the surface and evaporates completely without leaving any residue. No towel drying, squeegee work, or buffing is required. The surface dries to a spotless, streak-free finish purely through evaporation.
System Components and Specifications
DI Resin Tank (Housing)
The tank housing contains and directs flow through the resin bed. BASIDE manufactures DI tanks in two standard configurations. The DI Tank 0818 (8″ × 18″, 21 × 21 × 46 cm) holds 1/2 cubic foot of mixed-bed resin in two 5L bags, flows at 2.5 GPM, and produces approximately 1,360 gallons of purified water at 50 ppm source TDS. The DI Tank 0840 (8″ × 40″, 21 × 21 × 105 cm) holds 1 cubic foot of resin in five 5L bags, flows at 5.0 GPM, and produces approximately 3,400 gallons at the same source TDS. Both use 3/4-inch brass garden hose fittings for universal connection compatibility.
Mixed-Bed Resin Quality
Resin quality is the single most important factor in system performance and operating cost. BASIDE uses nuclear-grade mixed-bed ion exchange resin — the same category of resin used in ultrapure water production for semiconductor and pharmaceutical manufacturing. Nuclear-grade resin has tighter particle size distribution, higher functional group density, and greater mechanical strength than standard-grade alternatives. It delivers lower output TDS, longer capacity per resin volume, and more consistent performance across varying source water conditions.
TDS Meter
The TDS meter converts water conductivity (microsiemens per centimeter, μS/cm) to a ppm reading. Truly deionized water has a theoretical resistivity of 18.2 megaohm-cm. Temperature-compensated meters give accurate readings regardless of seasonal water temperature variation. BASIDE includes a TDS meter with its spotless water systems. This is operationally essential — without real-time TDS monitoring, operators cannot know when resin needs replacement and risk delivering spotted results without warning.
Bypass Valve
A bypass valve allows operators to switch between purified and tap water output at the same unit. In a typical vehicle cleaning workflow, tap water is used for the main wash cycle where DI water provides no meaningful advantage over conventional rinsing. DI water is reserved for the final spot-free rinse only. This single practice reduces resin consumption by 60 to 80 percent in high-volume commercial operations. For a car wash processing 50 vehicles per day, a bypass valve pays for itself in resin savings within the first month of operation.
Cleaning Brush Attachment
BASIDE’s systems optionally include an integrated waterfed brush where water flows through the mixed-bed resin vessel, then travels through the hose directly to a brush head. The user washes and rinses in a single pass. This is the standard configuration for window cleaning and solar panel maintenance, where simultaneous scrubbing and pure water rinsing eliminates the squeegee stage entirely and significantly reduces per-panel cleaning time.
Why TDS Is the Key Performance Metric
TDS — total dissolved solids — is the single most important operational number in spotless water system management. It drives every key decision: when to replace resin, whether results will be spot-free, how to configure pre-treatment, and how to calculate resin cost per gallon at your source water conditions.
Source water TDS directly determines resin consumption rate. At 50 ppm source TDS, 1 cubic foot of quality mixed-bed resin produces approximately 3,400 gallons of 0 ppm output water. The same resin volume yields around 850 gallons when source water measures 200 ppm TDS. In many northern and northwestern Chinese cities, where source water can reach 400 ppm TDS, production falls to approximately 425 gallons. Understanding your source water TDS before selecting a system is not optional. It determines which system size is economically viable for your operating volume and hardness level.
For high-TDS source water, the solution is RO pre-treatment. A reverse osmosis membrane upstream of the DI resin reduces source water TDS by 90 to 98 percent before the water reaches the resin bed. Resin then receives 20 to 40 ppm water instead of 300 to 400 ppm water. Resin life multiplies by a factor of 7 to 10. The combined RO + DI configuration is the recommended approach for facilities in hard water regions. BASIDE manufactures combined spot-free car wash systems integrating both stages in a single unit for commercial and industrial buyers.
Spotless Water System vs Reverse Osmosis — Key Differences
Buyers frequently ask whether an RO system can replace a spotless water system. The answer requires understanding what each technology achieves and where each falls short on its own.
| Factor | Spotless Water System (DI) | Reverse Osmosis (RO) Only | Combined RO + DI |
|---|---|---|---|
| Output TDS | 0–5 ppm (complete) | 5–50 ppm (90–98% reduction) | 0–2 ppm (optimal) |
| Spot-Free Guarantee | Yes, at 0 ppm | Not guaranteed — residual TDS spots | Yes, reliably |
| Water Waste | None | 3–5 L wasted per L produced | Some RO waste, no DI waste |
| Electricity Required | No | Yes (pump) | Yes (RO pump only) |
| Resin Life in Hard Water | Exhausts fast at high TDS | No resin — membrane only | Resin lasts 7–10× longer |
| Best Application | Moderate TDS, final rinse | Bulk water reduction, not final rinse | High TDS, commercial volume |
For a detailed technical comparison covering specific water hardness scenarios and volume calculations, the in-depth analysis at RO vs DI water for car washing covers each configuration and its economic implications for different operational contexts.
Commercial Applications in China’s Key Industries
Car Washing and Auto Detailing
China’s car wash market has grown significantly alongside rising vehicle ownership. Professional detailing operations and automated car wash tunnels increasingly use deionized water as a final rinse stage. The reasons are straightforward: dark-colored vehicles — which account for a significant share of the Chinese passenger car market — show water spots most clearly and generate the highest volume of customer complaints when conventional rinsing is used. A spot-free final rinse resolves this entirely.
Commercial car and window cleaning systems integrating DI water into the final rinse arch eliminate towel drying labor, reduce per-vehicle processing time, and improve customer satisfaction scores measurably. For businesses serving coated vehicles — increasingly common as ceramic coating adoption grows across China’s premium car care market — DI rinsing is considered essential to protect coating investment and maintain finish gloss.
Window and Glass Cleaning
Waterfed pole window cleaning using deionized water is now the professional standard in China’s commercial building cleaning sector. An operator with a waterfed pole system can clean building glass from ground level up to 6 to 8 floors high, with no ladders, no scaffolding, and no squeegee work. The DI water scrubs the glass and rinses it simultaneously. The glass dries spotless through evaporation alone. Per-window cleaning time drops significantly compared to traditional squeegee methods.
For high-rise cleaning on larger buildings, waterfed systems connect to larger DI tanks or combined RO + DI units mounted on service vehicles. The BASIDE DI tank range from the 0818 to the 0840 configuration provides scalable resin volume to match different building cleaning throughputs and source water TDS levels.
Solar Panel Maintenance
China is the world’s largest solar energy producer. Panel cleaning is a recurring maintenance requirement across utility-scale solar farms, industrial rooftop installations, and residential systems. Mineral deposits from conventional water rinsing accumulate on panel surfaces and reduce light transmission, directly cutting energy output. Even moderate soiling reduces panel efficiency measurably over time.
Deionized water cleaning removes mineral deposits without abrasive contact, without chemical treatment, and without leaving new deposits behind. Solar operators cleaning panels monthly or more frequently in high-dust or high-hardness water regions find that DI water rinsing maintains peak output efficiency and extends the interval between dry-brush cleaning sessions. Research in the water treatment field consistently supports that ion-free water is the optimal medium for cleaning photovoltaic surfaces because it introduces zero contamination during the cleaning process itself.
Marine and Fleet Vehicle Cleaning
Salt deposits from marine environments are the most aggressive spotting and corrosion medium of any cleaning application. Boat and vessel operators rinsing with deionized water after saltwater exposure prevent the aggressive mineral crystallization that accelerates corrosion on metal hardware, etches gelcoat and fiberglass surfaces, and impairs visibility through windscreens and navigation equipment. A post-saltwater DI rinse is now considered standard practice in professional marine maintenance.
Fleet vehicle operators managing trucks, buses, delivery vans, or heavy equipment face the same mineral deposit problem at larger operational scale. A water filtration system providing deionized final rinsing for a fleet of 20 or more vehicles eliminates hand drying labor, reduces vehicle cleaning time, and delivers consistent results regardless of operator skill level. The return on the system investment through labor savings alone is typically realized within the first operating year for fleets above 15 vehicles.
Industrial Cleaning Applications
Deionized water is standard in pharmaceutical manufacturing, precision optics cleaning, electronic component rinsing, and food and beverage equipment sanitization across China’s industrial sector. In these applications, mineral contamination introduced during a rinse step can render components or batches unusable. Industrial-grade DI systems — combined with RO pre-treatment and UV disinfection — produce ultrapure water meeting strict conductivity and TDS standards required by GB and international quality certifications. BASIDE manufactures water treatment systems for industrial-scale applications through its OEM and ODM programs from Changsha, Hunan.
Limitations — What Buyers Need to Know
Resin Exhaustion Behavior
DI resin capacity does not degrade gradually and evenly across its service life. Mixed-bed resin typically maintains 0 ppm output through approximately 90 percent of its total capacity. In the final 10 percent, TDS rises quickly. This means the system appears to perform perfectly right up to near-failure — and then quality drops suddenly. Without continuous TDS monitoring before each session, an operator will not know the system has exhausted until spotting appears on finished vehicles. Always check TDS output before beginning any cleaning session.
Source TDS Determines Running Cost
In high-TDS source water conditions — above 300 ppm — DI-only systems become expensive to operate due to frequent resin replacement. The correct engineering response is RO pre-treatment. This is not a limitation of the technology but a configuration decision based on source water chemistry. Properly configured for local water conditions, a spotless water system is cost-effective at any TDS level. Improperly configured — DI-only at 400 ppm source water — the operating cost becomes unacceptably high.
Flow Rate Is Not Flexible
The rated maximum flow rate of a DI system is a hard operational limit, not a guideline. Exceeding it reduces ion contact time, raises output TDS, wastes resin capacity, and delivers spotted results. Many buyers attempt to connect DI systems to pressure washers operating at higher flow rates. This does not work for the DI stage. The correct workflow: use a pressure washer for the main wash at full pressure with tap water, then switch to DI water at low, controlled flow for the final rinse only.
Biological and Chemical Limitations
Ion exchange resin removes dissolved ionic minerals. It does not remove bacteria, viruses, or non-ionic organic compounds. For applications where biological or chemical safety is a requirement — food processing, medical facility cleaning — a UV disinfection stage must follow the DI stage. For standard surface cleaning applications including car washing, window cleaning, and solar panel maintenance, this limitation is operationally irrelevant.
Storage and Algae Risk
When a spotless water system sits unused for 60 to 90 days with moisture retained in the resin bed, algae can colonize the media. This creates flow channeling through the bed, reduces effective contact between water and resin, and can discolor output water. Before extended storage, drain and dry the resin tank. For industrial-scale systems operating intermittently, a sanitization flush protocol before returning the system to service is recommended.
Maintenance Guide
Before Each Use
Run the system for 30 seconds and check TDS output on the meter. If TDS reads 0 to 5 ppm, proceed. If TDS reads above 10 ppm, do not use for a spot-free final rinse. Investigate whether the pre-filter is restricting flow, whether a fitting is bypassing the resin, or whether the resin is exhausted. Catching rising TDS before beginning a session prevents the frustration of discovering spotting on completed work.
Pre-Filter Replacement Schedule
Replace sediment cartridges when upstream pressure drops noticeably relative to normal operating pressure, or on a schedule based on source water quality. In clean municipal water with low turbidity, sediment cartridges last 3 to 6 months. In areas with higher particulate content, monthly replacement may be necessary. Replace carbon cartridges every 6 months or when chlorine odor is detectable in output water. Carbon exhaustion is a silent threat to resin longevity — track replacement intervals carefully.
Resin Replacement
Replace resin when output TDS consistently rises above 5 to 10 ppm and pre-filter condition has been confirmed as acceptable. Track total gallons processed per resin change. Over several cycles, you develop an accurate prediction of resin lifespan at your specific source water TDS and operating volume. This predictive tracking prevents resin from exhausting unexpectedly during busy operational periods.
Tank and Housing Care
Inspect O-rings annually and replace immediately if cracked or deformed. O-ring failure is the most common source of slow leaks that bypass the resin bed and allow untreated water to contaminate the output. Clean housing interiors using a mild, rinse-clean solution when replacing resin. Do not use oil-based lubricants on fittings — use food-grade silicone grease on O-rings only.
Troubleshooting Common Problems
| Problem | Most Likely Cause | Solution |
|---|---|---|
| TDS rises immediately after new resin install | Resin not fully flushed; fine resin particles in output | Flush 5–10 gallons before checking TDS; confirm resin grade |
| TDS reads 0 but spots still appear | TDS meter calibration drift; surface pre-existing contamination | Recalibrate or replace meter; clean surface before DI rinse |
| Resin exhausts much faster than expected | Source TDS higher than assumed; flow rate too high | Test source water TDS; reduce flow rate; add RO pre-treatment |
| Reduced output flow rate | Sediment pre-filter clogged | Replace sediment cartridge |
| Colored or discolored output water | Algae growth from extended storage | Replace resin; sanitize and dry tank before refilling |
| Output smells of chlorine | Carbon pre-filter exhausted | Replace carbon cartridge immediately to protect resin |
| Leak at housing cap or fitting | O-ring failure or overtightened plastic fitting | Replace O-ring; hand-tighten fittings only on plastic housings |
Buying and Sourcing Guide for Commercial and Industrial Buyers
Test Your Source Water TDS First
This is the single most important step before any purchase decision. A TDS meter reading from your supply tap tells you exactly which system configuration is viable and what your ongoing resin cost per 1,000 gallons will be. Without this number, every specification comparison is guesswork. Source TDS testing takes under a minute and eliminates the risk of buying the wrong configuration for your operating conditions.
Calculate Required Resin Volume for Your Volume and Frequency
Determine how many liters of DI final rinse water you use per day or per week. Calculate daily or weekly resin consumption using your source TDS. Choose a resin volume that provides at least 30 days of capacity between changes at your operating intensity. Undersizing resin volume for high-volume commercial operations is the most common and most expensive purchasing mistake. Frequent resin changes increase labor, consumable cost, and operational disruption.
For High-TDS Source Water — Specify RO Pre-Treatment
In regions where source water TDS exceeds 200 ppm — which includes most of northern and central China — a DI-only system will deliver satisfactory results but at higher resin cost than necessary. A combined RO + DI system reduces running cost per gallon of purified water produced by 60 to 80 percent at 300 ppm source water. The RO stage investment pays back through resin savings within a predictable timeframe based on your processing volume.
Confirm Carbon Pre-Treatment for Municipal Water Supply
If your supply is chlorinated municipal water — which applies to most urban facilities in China — a carbon pre-filter is not optional for maintaining resin lifespan. Chlorine degrades resin polymer structure progressively. Without carbon protection, resin may need replacement 30 to 50 percent more frequently than in unchlorinated well water. This cost difference is significant at commercial operating volumes over a 12-month period.
For OEM, ODM, and Wholesale Sourcing
BASIDE Water Treatment — headquartered at Aibang Technology Industrial Park, No. 559 Yun Qi Lu, Yuelu District, Changsha, Hunan, China — manufactures spotless water systems for OEM and ODM customization, wholesale distribution, and export. Factory-direct sourcing eliminates distributor markups and provides direct access to technical engineering support for custom configurations. Contact: sales@basidewt.com | WhatsApp/Tel: +86-13548779363.
Additional technical resources on system selection and configuration are available in the comprehensive spotless water system guide published by BASIDE, covering system sizing, resin selection, and pre-treatment requirements for Chinese market water conditions.
Conclusion
Understanding how does a spotless water system work begins with water chemistry and ends with operational practice. The process is straightforward in principle: mixed-bed ion exchange resin captures all dissolved mineral cations and anions, replaces them with H⁺ and OH⁻ ions that combine into pure water, and the 0 ppm TDS output dries on any surface without leaving a trace.
The engineering decisions that determine whether a system delivers consistent professional results are less obvious but equally important. Resin quality determines output purity and capacity. Flow rate determines contact time and output consistency. Source water TDS determines resin consumption and cost. Pre-filtration determines resin lifespan. TDS monitoring determines when results are reliable and when they are not. Get these right and a spotless water system delivers outstanding, repeatable results across years of operation. Get them wrong and the same system produces frustrating, variable quality despite technically correct installation.
For commercial car wash operators, window cleaning businesses, solar panel maintenance companies, fleet vehicle operators, and industrial cleaning facilities across China, deionized water systems have moved from optional upgrade to operational standard in professional-quality applications. The technology is proven, the operating principles are well understood, and the business case — in reduced labor, reduced chemical consumption, and improved customer satisfaction — is consistently positive across the industries that have adopted it at scale.
BASIDE Water Treatment manufactures DI tank systems, combined RO + DI configurations, complete spot-free car wash systems, and car and window cleaning systems from its factory in Changsha, Hunan, China. OEM customization, bulk supply, and export documentation support are available for distributors and international buyers. Reach the team directly at sales@basidewt.com or +86-13548779363 to discuss your application requirements.
Frequently Asked Questions
How does a spotless water system work step by step?
Tap water enters a pre-filter that removes sediment. It then flows through a mixed-bed ion exchange resin tank. The resin captures all dissolved mineral cations (positive ions like calcium and magnesium) and anions (negative ions like chloride and sulfate). Hydrogen and hydroxide ions released by the resin combine into pure water. The output reads 0 ppm TDS and dries on surfaces without leaving spots or mineral deposits.
What is deionized water and why does it not spot?
Deionized water is water from which all dissolved ionic minerals have been removed through ion exchange. Because no dissolved solids remain, when DI water evaporates from a surface nothing is left behind. Tap water deposits calcium and magnesium crystals when it evaporates — these are water spots. DI water physically cannot do this because there are no dissolved minerals present to deposit.
How long does mixed-bed resin last?
Resin capacity depends on source water TDS and total volume processed. With a source TDS of 50 ppm, the BASIDE DI Tank 0840 can produce approximately 3,400 gallons per resin fill. Capacity falls to around 850 gallons when source water reaches 200 ppm TDS. In areas where TDS levels are closer to 400 ppm, total output decreases further to roughly 425 gallons. Using a bypass valve to limit DI water to the final rinse only — not the full wash cycle — extends resin life by 60 to 80 percent in commercial use.
Can I connect a spotless water system to a pressure washer?
No, not for the DI stage. Pressure washers exceed the maximum flow rate that DI resin handles effectively. High flow reduces contact time between water and resin, causing ions to pass through without being captured and raising output TDS. The correct workflow is a pressure washer main wash using tap water, followed by a controlled low-flow DI final rinse at the system’s rated GPM.
What TDS level means the resin needs replacement?
Replace resin when output TDS consistently reads above 5 to 10 ppm. Between 10 and 20 ppm, spotting risk increases in direct sunlight and warm conditions. Above 20 ppm, hand drying is necessary — which defeats the purpose of the system. Target 0 ppm for professional results in all conditions. Monitor TDS before every use session to catch rising readings before they cause problems.
Is a spotless water system the same as a water softener?
No. A water softener replaces calcium and magnesium ions with sodium ions. Total TDS remains roughly the same — only the ion type changes. Sodium deposits still form when softened water evaporates. A spotless water system removes all ions, producing 0 ppm TDS water that leaves no deposits of any kind when it dries. Softeners can be used as pre-treatment to extend DI resin life, but they cannot substitute for a spotless water system in spot-free cleaning applications.
Does deionized water damage vehicle paint or ceramic coatings?
No. Deionized water is chemically inert with respect to automotive paint, clear coat, ceramic coatings, paint protection film, and wax. The contact time during a final rinse is far too brief for any surface interaction to occur at meaningful levels. DI water is in fact safer for coated surfaces than tap water, which can introduce mineral etching through repeated spotting and the mild acids formed when CO₂ dissolves in water to form carbonic acid.
What is the difference between an RO system and a spotless water system?
An RO system passes water through a semi-permeable membrane under pressure and reduces TDS by 90 to 98 percent — typically to 5 to 50 ppm. At these residual TDS levels, spotting can still occur in hard water or direct sunlight conditions. A DI spotless water system removes all ions, producing 0 ppm output that is guaranteed spot-free. The optimal configuration for hard water is RO pre-treatment followed by DI polishing — combining RO’s efficiency with DI’s purity.
Can DI water be used for solar panel cleaning?
Yes — it is the recommended method. Deionized water removes mineral scale from panel surfaces without introducing new deposits. It is chemical-free and non-abrasive. For solar facilities in areas with water hardness above 200 mg/L, conventional rinsing deposits mineral residue on panels even after cleaning, reducing light transmission. DI water cleaning maintains panel surface purity and preserves energy output efficiency across the panel lifespan.
How do I choose between a DI tank and a combined RO + DI system?
Test your source water TDS first. If TDS is below 150 ppm, a DI-only tank system provides good capacity at reasonable resin cost. Between 150 and 300 ppm, an RO + DI combination becomes more economical at commercial volumes. Above 300 ppm — common across northern China — an RO + DI system is the recommended configuration. The RO stage multiplies resin lifespan by a factor of 7 to 10, significantly reducing cost per gallon of purified water produced.
Where is BASIDE Water Treatment located and how can I contact them?
BASIDE Water Treatment is located at Aibang Technology Industrial Park, No. 559 Yun Qi Lu, Yuelu District, Changsha, Hunan, China. For OEM, ODM, wholesale, and product inquiries: Email sales@basidewt.com | WhatsApp / Tel: +86-13548779363. BASIDE manufactures spotless water systems, DI tanks, combined RO + DI systems, and water treatment equipment for domestic and international markets.
RELATED POSTS
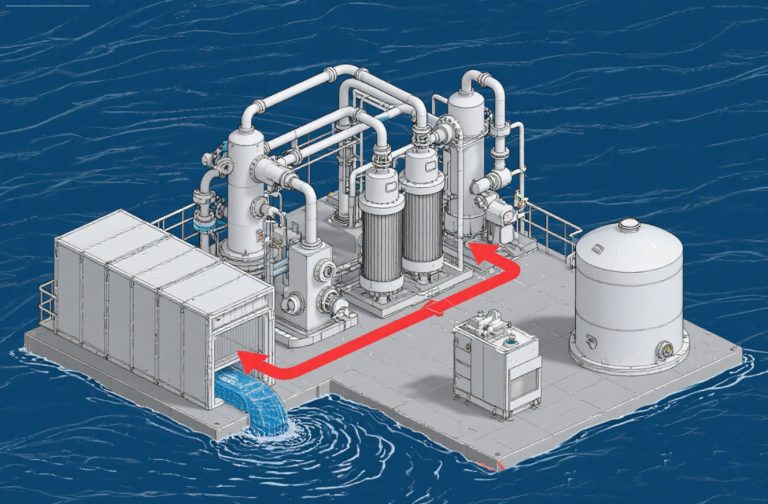
What is the Lifespan of an Offshore Water Treatment System?
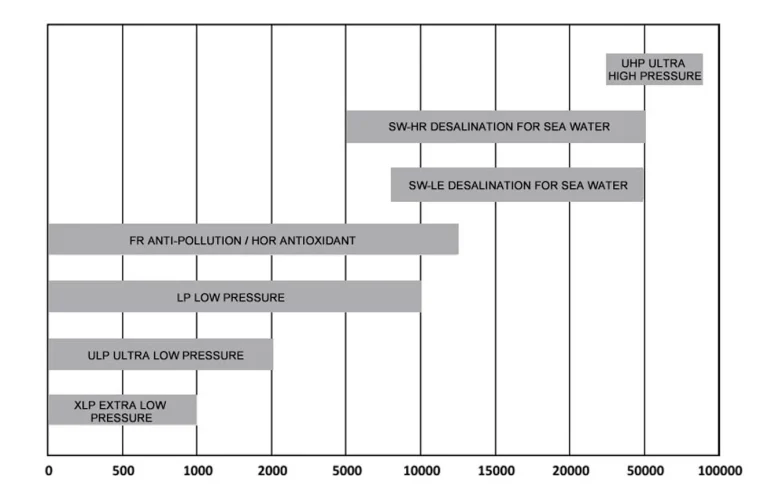
How To Choose Ro Membrane

Water Purifier Quick Connector RO Purifier System Water Filter Joint Accessory

Where Can I Buy Fast Water Filter Cartridge? Your Quick Guide to BasideWT

DI Water for Car Washing: The Ultimate Guide to Perfect, Spot-Free Drying
